公司新闻
- 肉制品包装需要具备的几个性...2019-9-26 15:29:04
- 浅谈微波食品包装-微波排气...2019-6-28 15:12:54
- 坚果包装袋的特点以及常用袋...2019-6-21 15:21:01
- 软包装企业如何应对夏季高温...2019-6-14 16:09:24
- 包装袋设计需要了解食品对防...2019-6-6 15:03:17
存在一些疑问,需要帮助?
7*24小时免费服务热线
400-678-2778
江苏省无锡新区硕放中通路99号
123@sunkeycn.com
热封压力与制袋机的弹簧
[点击量:1723][来源:申凯包装]
发布日期: 2015-08-08

在制袋加工工序有三个主要的工艺参数,即温度、压力和时间,其中的压力即为本文题目所述的热封压力。
在目前的国内市场上,给热封刀提供压力的方式有两种:一是利用气缸,二是利用弹簧。其中后者的应用最为普遍。
在制袋机上普遍应用的是压簧,如下图所示。
压簧的特点是:在一定的范围内,压簧的压缩变形量与施加在压簧上的外力成正比。
例如,在压簧上施加一千克的力时,如果压簧能够被压缩一毫米,那么,当在压簧上施加五千克的外力时,该压簧将被压缩五毫米。
右图是制袋机横封单元的照片。
在每一个横封刀的两端都配有两个压簧。在制袋加工过程中,当热封刀被压到复合材料上时,在正常情况下,热封刀两端的压簧在制袋机连杆机构的作用下将被压缩1-2毫米,与之相应的反弹力将通过热封刀施加到复合材料上。
假如,横封刀的长度是32厘米,宽度是1厘米,复合材料的有效宽度是24厘米。如果,复合材料的结构为OPP18/CPP20,两层材料叠加的厚度约为80微米,那么,当热封刀压下时,由于底层硅胶垫的变形,热封刀的压力会同时作用在复合材料和硅胶垫上。此时,作用在复合材料上的压强就是两个压簧的反弹力与热封刀面积的比值。即P1=F/(32*1)(kgf/cm2)。如果,复合材料的结构为PA15/PE100,两层叠加的厚度为235微米,那么,当热封刀压下时,由于底层的硅胶垫不会产生如此大的形变,因此,超出复合材料宽度(24厘米)部分的热封刀就不会与硅胶垫发生接触。在此种状态下,作用在复合材料上的压强就是两个弹簧的反弹力与复合材料的有效宽度(24厘米)和热封刀的宽度(1厘米)的乘积的比值。即P2=F/(24*1) (kgf/ cm2)。
接下来的事情就是如何确定制袋机上的压簧在被压缩一毫米时需要(或能够输出)多大的力?
这就需要知道制袋机上每一个压簧的弹簧常数。
了解压簧的弹簧常数有三种途径:
一是向生产企业咨询,二是测量法,三是估算法。
测量法的方法是:将压簧从制袋机上拆下来,放在拉力试验机上,用25~50毫米/分钟的速度对压簧施压(注意不要超出传感器的应力范围!),即可得到该压簧的应力-应变曲线。利用公式K=F/L即可计算出该压簧的弹簧常数。该公式中的K值即是弹簧常数,单位是kgf/mm。F是压缩压簧的力,单位是kgf,L是与压力相对应的压簧形变量,单位是mm。
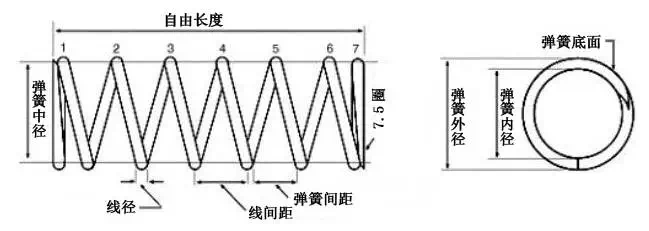
估算法的方法是:利用公式K=(G*d4)/(8*Dm3*Nc)来估算某压簧的弹簧常数。该公式中,K为弹簧常数,单位是kgf/mm;G是加工该压簧所用线材的刚性模数,单位是kgf/mm2,d为线材的直径mm,Dm为压簧的中径mm,Nc为压簧的有效圈数。其中,Dm=压簧的外径D-线材的直径d,Nc=压簧的总圈数-2。此处的G值为7300。
根据上述公式,在对压簧的弹簧常数进行估算前,需要测量压簧的外径D、线材的直径d,并计数压簧的总圈数,尤其不能忽略可能存在的半圈的圈数!
压簧的实际输出力值为压簧被预先压缩的长度与其弹簧常数的乘积,即F=KL。
例如,某压簧的弹簧常数为3kgf/mm,如将其安装在制袋机上时,预先将其压缩5毫米,那么,在制袋加工过程中,若该压簧被再次压缩变形1mm时,则该压簧可向复合材料施加15kgf的力!两个压簧合计可向复合材料施加30kgf的力!
如果横封刀的长度为32厘米、宽度为1厘米,此时热封刀可施加的压强就是30/32=0.94 kgf/cm2;如果横封刀换成了5厘米的宽刀,则压强将变成:30/(32*5)=0.19kgf/cm2。
根据某制袋机供应商的建议,加工蒸煮袋制品时的热封压力应为5kgf/cm2,加工一般制品的热封压力应为2kgf/cm2,其他的制品的热封压力可视情况在2~5kgf/cm2间进行选择。

 -->
-->