公司新闻
- 肉制品包装需要具备的几个性...2019-9-26 15:29:04
- 浅谈微波食品包装-微波排气...2019-6-28 15:12:54
- 坚果包装袋的特点以及常用袋...2019-6-21 15:21:01
- 软包装企业如何应对夏季高温...2019-6-14 16:09:24
- 包装袋设计需要了解食品对防...2019-6-6 15:03:17
存在一些疑问,需要帮助?
7*24小时免费服务热线
400-678-2778
江苏省无锡新区硕放中通路99号
123@sunkeycn.com
关于胶水的流平性
[点击量:4718][来源:申凯包装]
发布日期: 2015-08-21

"气泡"问题与"胶水的流平性"
在复合材料的加工过程中,"白点"、"气泡"、"透明度差"是常见的产品外观质量问题。在多数情况下,复合材料的加工者会将上述问题的原因归结为"胶水的流平性差"!
此"胶水"非彼"胶水"
复合材料的加工者会基于"胶水的流平性差"这一判断或者将库中尚未启封、使用的原桶胶水退回给供应商,或者向供应商提出投诉或索赔。
需要注意的是:被认为存在"胶水流平性差"的胶水是经过客户调配/稀释的、粘度为某一特定数值的"胶水工作液",被退回的是尚未启封的原桶胶水。这两种"胶水"是完全不同的概念和东西!
"胶水流平性"的评价指标
评价"胶水的流平性"这一特性的技术指标应是粘度和表面润湿张力。或者说"胶水的流平性"是"胶水的流动性"和"胶水的润湿性"的组合。
在常温条件下,乙酸乙酯的表面润湿张力约为26mN/m。
在复合材料加工领域所使用的溶剂型聚氨酯粘合剂(俗称胶水)的原桶浓度(固含量)一般是在50%至80%之间。在实施复合加工前,上述胶水都需要被稀释到20%到45%左右的"工作浓度"。
市售的胶水如果未经稀释,都难以用常规的察恩3#杯或涂-4杯测量出以秒为单位的粘度值,而必须用旋转粘度计去测量以厘泊为单位的粘度值。这两个粘度单位是不能直接进行换算的。
不管是50%还是80%原桶浓度的粘合剂,只要掺入足够数量的乙酸乙酯稀释剂,都可以配成,例如以察恩3#杯进行测量时,粘度为11秒至20秒的"工作液"。
由于在稀释后的胶水工作液中的主体成份是乙酸乙酯,所以稀释后的胶水工作液的表面润湿张力会更接近于乙酸乙酯自身的表面润湿张力。
因此,只要所使用的复合基材的表面润湿张力符合复合加工的基本要求,"胶水的润湿性"都会是比较好的!
"胶水的流动性"的评价指标是粘度,在复合加工领域,所谓的粘度(即工作粘度)是指使用特定型号的粘度杯所测得的以秒为单位的、胶水工作液从粘度杯中流空时所经历的时间。可以认为,用不同牌号的原桶胶水配得的胶水工作液只要是具有相同的"工作粘度",其"工作液"就具有相同的"胶水流动性"!
在其他条件不变的情况下,用同一款胶水所配得的"工作液"的"工作粘度"越低,则其"胶水流动性"就越好!
更具体地说,对于几种不同牌号的粘合剂,如果其稀释后的工作液的粘度值都是例如15秒(察恩3#杯),那么,这几种牌号的胶水所配制成的胶水的工作液就具有相同"胶水流平性"。
"胶水的流平性"是胶水工作液的一种特性
某些醇溶胶在刚开桶的状态下,其胶体不是粘稠的流体,而是"果冻"状弹性体,不具有流动性,需要用适量的有机溶剂将其溶解、稀释成所需浓度和粘度的"胶水"。
显而易见,"胶水的流平性"是对已配成特定"工作浓度"的"工作液(胶水)"的一种评价,而不是对未经稀释的原桶胶水的评价。
因此,将"胶水流平性差"这一不良特性归结为某一个牌号的原桶胶水的共有特性的说法是不正确的!
影响"胶水的流平性"的因素
然而,对于已经经过稀释的胶水工作液而言,其"胶水流平性"确实存在着差异!
前面已经提到:评价胶水工作液的流平性的指标主要是表面润湿张力和工作粘度两项指标。其中的表面润湿张力的指标在常规的工作浓度范围内不会有大的变化,因此,所谓"胶水流平性差"的实质是:在应用过程中,胶水的粘度由于某些因素的影响而异常地升高,从而导致其流平性变差了!
在胶水的应用过程中,哪些因素会导致胶水(工作液)的粘度发生变化呢?
可导致胶水粘度发生变化的有两大因素,一是胶水的温度,二是胶水的浓度。
在常规情况下,流体的粘度随温度的上升而降低。
在不同粘合剂企业所提供的使用说明书上,通常会标示出在20℃或25℃的液温(即胶水溶液本身的温度)下,用旋转粘度计或粘度杯测得的胶水溶液(稀释前及稀释后)的粘度值(厘泊和秒)。
在客户端,如果原桶胶水及稀释剂(乙酸乙酯)的存储温度高于或低于20℃或25℃,那么配出来的胶水(工作液)的温度也就会高于或低于20℃或25℃,自然地,配好的胶水(工作液)的实测粘度值(以秒为单位)也就会低于或高于说明书上所标示的粘度值。在冬季,配好的胶水的温度可能会低于5℃;在夏季,配好的胶水的温度可能会高于30℃!
需要注意的是:乙酸乙酯是一种极易挥发的有机溶剂,在乙酯乙酯的挥发过程中,乙酸乙酯会从胶水溶液中以及周围邻近的空气中吸收大量的热量。根据《兰氏化学手册》的相关数据,每一个摩尔(88克)的乙酸乙酯挥发到空气中的过程中,要从周围的胶水溶液和空气中吸收8.63千卡的热量。所吸收的这个热量,可使1千克的水降低8.63℃,或者使8.63千克的水降低1℃!
目前,大多数的复合机的涂胶单元都是开放式的,而且,还会配有局部排风装置,因此会有大量的溶剂从胶盘和胶桶中挥发掉。据观察,经过一段运行时间后,胶盘中的胶水工作液的温度有时会比周围的环境温度低10℃以上!
随着胶水温度的逐渐降低,胶水的粘度就会逐渐上升!
同时,伴随着溶剂的不断挥发,胶水的浓度也在不断地上升!随着工作液浓度的不断上升,胶水的粘度也会逐渐地上升!
所以,溶剂型胶水(工作液)的流平性实际上是随着设备运行时间的延长(溶剂挥发量的增长)而逐渐变差的!
换句话说,如果想保持溶剂型胶水(工作液)的流平性的稳定,就应借助粘度控制器或其他类似的手段使胶水(工作液)在应用过程中始终保持粘度(及温度)的稳定!
"胶水的流平结果"的评价指标
"胶水的流平结果"的评价指标应是复合制品的透明度!而不是是否存在"白点"、"气泡"现象!
"胶水的流平性"与"胶水的流平结果"是两回事!不应混为一谈!
"胶水的流平性"是指胶水制品在特定的阶段(配制成一定浓度的工作液后)所具有的一种特性,而"胶水的流平结果"是指胶水(工作液)被应用后所得到的一种结果。就好比汽车的"设计最高时速"是产品的一种特性,而在特定条件下的道路上车辆的实际行驶速度则是一种结果。
良好的"胶水流平性"(即较低的粘度)是获得良好的"胶水流平结果"的基础条件。但是"胶水的流平性好"并不意味着一定能够获得良好的"胶水流平结果";同时,即使"胶水的流平性"较差(即粘度较高),在特定的情况下也能获得良好的"胶水流平结果"。
"胶水流平结果"与"白点"、"气泡"现象的关联性
"白点"、"气泡"、"透明度差"是复合制品上的几种人们所不愿看到的结果,造成上述问题的原因有很多种,"胶水流平的结果不良"只是其中的原因之一,但导致"胶水流平的结果不良"这一结果的原因不单单是"胶水的流平性差"!
"胶水的流平结果"不好并不一定会导致"白点"或"气泡"问题,但会影响复合膜的"透明度"。
如果复合基材的微观平整度不良,即使"胶水的流平结果"很好,也仍然有可能出现"白点"、"气泡"问题!
导致"胶水流平结果"不好的其他因素
除了温度与粘度的变化会影响胶水(工作液)的流动性、进而影响胶水(工作液)的流平结果之外,影响胶水(工作液)流平结果的还有其他一些因素。
涂胶辊上网穴的加工状态和堵塞状态、平滑辊的应用状态、烘干箱的正负压状态、复合机的运行速度、复合膜的收卷状态和"基材的微观表面平整度"是影响"胶水流平结果"的其他一些因素。
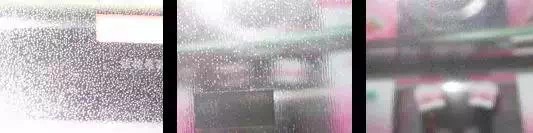
1、网穴加工状态对"胶水流平结果"的影响

在上面的三张图片中,左图是压花法加工的涂胶辊,右面两张图片是电雕法加工的涂胶辊,其中,中间的一支辊已发生严重的磨损,右面的辊是一支新加工的。借助图片中的刻度可以得知:左图的压花辊的网墙宽度为120微米,中图的电雕辊的网墙宽度约为50微米,右图的电雕辊的网墙宽度约为15微米。
正常情况下,涂胶单元的刮刀会将涂胶辊上的网墙以上部分的胶水刮除掉,仅让网穴中的胶水部分地转移到载胶膜上。因此,在载胶膜上,与涂胶辊的网墙相对应的部分在初始阶段是没有胶水的!该部分需要靠胶水自身的流平性或"外力"(例如平滑辊)以使胶水"覆盖"之。
如果网墙较窄(如上面的右图),则胶水相对容易流动并覆盖与网墙相对应的载胶膜;如果网墙较宽(如上面的左图与中图),靠胶水自身的流平性就难以全面地覆盖与网墙相对应的载胶膜。
采用降低刮刀压力以使网墙上保留部分胶水的方式,可以部分地改善胶水的流平结果,但会对上胶量的稳定性造成不良影响。
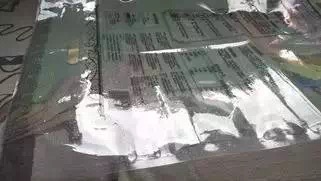
2、网穴堵塞状态对"胶水流平结果"的影响
下图是一组已发生严重堵塞状况的网穴。

网穴发生堵塞之后,从网穴转移到载胶膜上的与网穴形状相对应的"胶点"的大小及其高度就会发生相应的变化!从宏观角度讲,相当于网墙变宽了,即增加了胶水"自动地"流动并覆盖载胶膜整体的难度!
在这种情况下,要想获得良好的复合制品的外观,就必须使用平滑辊,强制地使胶水"移动"并覆盖载胶膜的整个面积。
3、平滑辊的应用与"胶水流平结果"
正确的平滑辊应用方法是:
⑴平滑辊与载胶膜之间保持一个较大的"包角";
⑵使平滑辊相对于载胶膜的运行方向呈"逆向旋转"的状态;
⑶调整平滑辊的转速以使载胶膜呈现较好的透明度。
由于每一台复合机的设计参数不同,因此无法对上述的"包角"与转速给出具体的参数,这些都需要由操作工自己进行摸索。
某些客户反映:使用平滑辊后会造成印刷品的"划伤"。这与平滑辊的设计及使用条件有关。通常条件下,是平滑辊的转速不足所导致的!
下面的三张图片中的左图是载胶膜通过了涂胶辊、尚未通过平滑辊时的涂胶状态或"胶水的流平结果";
中图是已通过了平滑辊、但平滑辊是"正向旋转"的"胶水流平结果";
右图是已通过了平滑辊、但平滑辊是"逆向旋转"的"胶水流平结果"。
从上述照片来看,在改善"胶水的流平结果"方面,平滑辊具有非常显著的作用!
4、复合机的运行速度对"胶水流平结果"的影响
从复合机的涂胶单元的"压印点"到烘干箱的入口处会有一段距离,对于不同厂家所设计、制造的复合机而言,这段距离是不一样的。其总长度大约在2到3米之间。
对于涂在载胶膜上的胶水而言,这段距离可以称之为"胶水的自主流平段"。
在该"自主流平段",已经涂在载胶膜上的胶水会依靠自身的流动性和重力向下流动,尽可能多地覆盖未涂上胶水的载胶膜,并使胶水层达到最大可能的厚度均匀性。
上述的流平结果与复合机的运行速度有着密切的关系。
因为"自主流平段"的长度是相对固定的(对于每一台具体的设备而言),所以,在不使用平滑辊的条件下,复合机的运行速度越慢,则涂在载胶膜某一点上的胶水在"自主流平段"停留的时间就会越长,胶水的流平结果就会越好。反之,复合机的运行速度越快,则涂在载胶膜某一点上的胶水在"自主流平段"停留的时间就会越短,胶水的流平结果就会越差!

上图是从某复合机的复合单元处拍摄到的,该图显示了已通过烘干箱的载胶膜上胶水的流平结果(该复合机未使用平滑辊)。
5、烘干箱的正负压状态对"胶水流平结果"的影响
在"胶水的自主流平段"的路径上,也就是涂胶辊到烘干箱的入口间通常会有一个如下图所示的箱体,箱体的上方会配有一个排风管道。在某些复合机上,该箱体与烘干箱是连为一体的,在某些复合机上,该箱体与烘干箱是相互分离的。
该箱体的作用是减少可散发到车间环境中的有机溶剂的数量。通过该箱体的空气的流量或流速会受到其顶部排风管道上的阀门的开启度和烘干箱负压状态的双重影响。在常规状态下,该箱体应呈现负压状态,即环境中的温度较低的空气通过该箱体从排风管道或烘干箱被排出室外。在特殊情况下,该箱体会呈现正压状态,即烘干箱中的热空气通过该箱体从上向下吹出。
无论该箱体是呈现正压还是负压状态,都会加速涂在载胶膜上的胶水中的溶剂的挥发,使胶水的流平性变差!尤其是在呈现为正压状态时,从烘箱中流出的80℃以上的热空气会显著加速载胶膜上的胶水中的溶剂的挥发速度,使胶水的流平性迅速下降,同时还会将从载胶膜上挥发出来的溶剂吹送到生产车间的环境中,并加速胶盘中胶水的溶剂挥发速度,使胶盘中的胶水溶液的浓度及粘度上升,流平性变差。
因此,在不使用平滑辊的条件下,为了维护胶水在"自主流平段"的流平性,应务必使该箱体呈现负压状态,并且使通过该箱体的风速维持在0.1~0.2米/秒的范围内。在使用了平滑辊的条件下,对该箱体中的风速则没有限制,而较大的风速有利于降低溶剂残留量!
6、复合单元的加工条件对"胶水流平结果"的影响
在不使用平滑辊的条件下,无论胶水的流平性有多好(即粘度很低)也难以达到正确地使用了平滑辊后的胶水流平结果。即已经被除去了溶剂的胶层在微观上仍会呈现某种"凹凸不平"的状态。
设置复合单元的主要目的是排除可能存在于两层基材间的空气,使胶层与基材"亲密无间",其次是部分地改善胶水的"二次流平结果"。在这一过程中,合适的复合钢辊的温度与复合辊间的压力发挥着重要的作用。
7、复合膜的收卷状态对"胶水流平结果"的影响
由于刚涂在载胶膜上的、已经过干燥的胶水层中的主剂和固化剂之间尚未完成其交联固化反应,故胶层仍保持着某种程度的"蠕动性",在合适的复合膜收卷压力的作用下,"凸起"部分的胶层会被"压扁",而"凹陷"部位的胶层会被"填平"(二次流平),从而使经过充分熟化的复合膜呈现较好的外观和透明度。
如果基材本身的厚薄偏差较大,或者印刷图案的设计使墨层分布不够均衡(例如半幅印刷基材上有墨层分布,而另外半幅印刷基材上没有墨层分布,则收卷后,有墨层分布的半幅复合膜卷的层间压力就会比较大,二次流平的结果就会比较好,而另外半幅没有墨层分布的复合膜卷的层间压力就比较小,二次流平的结果就会比较差,甚至会出现比刚下机时外观状态更差(更多更大的白点、气泡)的结果。
上图是某客户用无溶剂胶所加工的PA/PE结构的复合膜,客户的问题点在于复合制品上存在着大量的"下机时无、熟化后出现"的气泡,而且,气泡的分布状态是沿着复合基材的横向、一端的气泡较大,而逐渐向另一端过渡到没有气泡。
另据客户反映,如果使用较大的收卷张力,可以消除上述的不良现象,但复合成品的尺寸会有明显的不规则变化,无法进行制袋加工。
因此,合理的印刷图案设计和良好的基材厚薄偏差值是保证合适的卷压以及较好的复合制品外观的前提条件。
在上述的前提条件下,合适的纸芯尺寸、收卷张力和接触辊压力将会使复合膜卷的压力保持在一个合理的水平上,并使其中的胶层获得良好的"二次流平"结果。
8、"基材的微观表面平整度"对复合制品外观的影响
良好的胶水流平结果是获得良好的复合制品外观的前提条件,但并不是说"胶水的流平结果不好"就一定不能得到"相对较好"的复合制品外观,更不是说"胶水的流平结果良好"就一定能够获得良好的复合制品外观。
影响复合制品外观的因素除了"胶水流平结果"之外,还有诸如复合工艺条件、印刷基材的溶剂残留水平、基材与墨层含水量的水平、基材的微观平整度等因素。其中的基材微观平整度是一个不曾被业内人士所关注的因素。
仅用肉眼观察时,复合加工时所用的各种基材都是"平平展展"的,但是用放大镜或显微镜去观察时,就会发现基材的表面实际是"山峦起伏"的,部分印刷基材的表面更是"沟壑纵横"的!
在特定的涂胶干量条件下,即使胶水的流平结果很好,如果所用的复合基材的微观平整度较差,且胶层的厚度不足以覆盖"山峦"、填平"沟壑",也难以获得良好的复合制品外观。

上面的两张图片分别为两种CPP镀铝膜的微观表面状态。

上面的三张图片中,左边的两张图片为两种镀铝PET膜的微观表面状态,右图为PET光膜的微观表面状态。


上面的四张图片为从印刷品上所摄得的油墨面的微观表面状态。
结论
1、"胶水流平性差"是对胶水工作液的一种评价;
2、"胶水流平性差"不能成为对某一牌号或批次的原桶胶水的评价;
3、"胶水(工作液)流平性"的评价指标应是"胶水的润湿性"和"胶水的流动性",具体地就是"胶水的表面润湿张力"和"胶水的粘度";
4、"胶水流平结果"的评价指标应是复合制品的透明度;
5、"胶水的流平性"与"胶水的流平结果"没有直接的关系;
6、"胶水的流平结果"与"白点"、"气泡"问题没有直接关系;
7、导致"胶水流平结果"不良的还有多种其他因素。

 -->
-->