公司新闻
- 肉制品包装需要具备的几个性...2019-9-26 15:29:04
- 浅谈微波食品包装-微波排气...2019-6-28 15:12:54
- 坚果包装袋的特点以及常用袋...2019-6-21 15:21:01
- 软包装企业如何应对夏季高温...2019-6-14 16:09:24
- 包装袋设计需要了解食品对防...2019-6-6 15:03:17
存在一些疑问,需要帮助?
7*24小时免费服务热线
400-678-2778
江苏省无锡新区硕放中通路99号
123@sunkeycn.com
吹塑薄膜成型常见故障的排查
[点击量:1843][来源:申凯包装]
发布日期: 2016-01-22
1、引膜困难
故障分析及排除方法:
(1) 机头温度控制不当。当机头温度太高或太低时,都会引起牵引困难,应适当调整机头温度。
(2) 口模出料不均匀。应调整口模间隙,使周边间隙均匀。同时,适当调节机头连接器温度,使之与机身温度相协调。
(3) 熔料中含有焦料杂质。应净化原料及清理机头和螺杆。
(4) 挤出工艺条件控制不当。应适当调整工艺条件。
2、泡管歪斜 故障分析及排除方法:
(1) 机身及口模温度太高。应适当降低。
(2) 机头连接器温度太高。应适当降低。
(3) 口模出料不均匀,薄膜厚薄不均。应适当调整口模间隙及机头连接器温度。
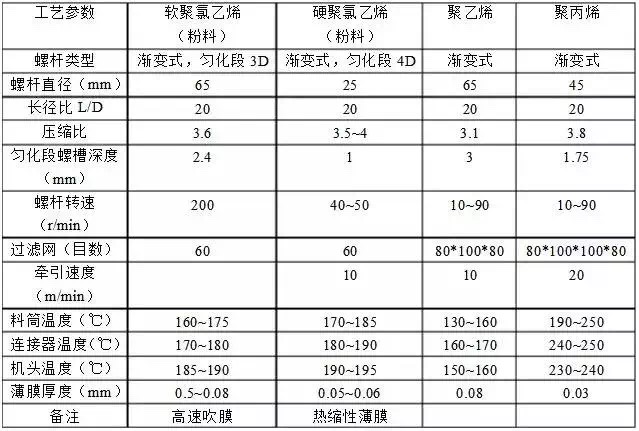
表3-1 几种常用塑料吹塑薄膜的挤出工艺条件
3、泡管呈芦形
故障分析及排除方法:
(1) 泡管呈规律性的葫芦形是由于牵引辊的夹紧力太小,或牵引辊的转速受到机械传动阻力规律性变化的影响所致。对此,应适当增加牵引辊的夹紧力,检修牵 引装置的机械传动部分,使牵引辊的转速平稳。
(2) 泡管呈无规律的葫芦形是由于牵引速度不稳定,以及冷却风环的风压太大。对此,应调整牵引速度,使其运行稳定;风环的风压应适当降低。
4、泡管摆动
故障分析及排除方法:
(1) 熔料温度太高。应适当降低机身及机头温度。
(2) 冷却风环的冷却效率太低。应提高冷却系统的冷却效率,可适当加大风环的风 压和风量。
(3) 泡管与人字夹板的摩擦力太大。应适当加大人字板夹角,减小泡管与夹板的接触面积。
(4) 机头温度太低,出料困难,膜泡跳动。应适当提高机头温度及增加螺杆转速。
5、薄膜表面发花
故障分析及排除方法:
(1) 机身或机头温度偏低,熔料塑化不良。应适当提高机身或机头温度。
(2) 螺杆转速太快。应适当减慢。
(3) 螺杆温度太高或太低。应通过调整螺杆内冷却介质的流量,将螺杆温度控制在适宜的温度范围内。
6、挂料线明显
故障分析及排除方法:
(1) 口模出料口处有分解物料或杂质粘附。应用铜铲将杂质或焦料刮除,严重时应顶出芯棒进行清理。
(2) 口模被碰伤。应修整口模。
(3) 机头内压太小。应增加过滤网。
(4) 熔料温度太高。应适当降低机身及机头温度。
7、接缝线痕迹明显
故障分析及排除方法:
(1) 机头或机头连接器温度太高。应适当降低。但温度不能太低,否则,仍会产生接缝线。
(2) 芯棒尖端部位有焦料粘附。应修改芯棒尖端部位的形状,使其圆滑过渡。
(3) 机头机构设计不合理。应修改机头设计。
8、透明度不良
故障分析及排除方法:
(1) 机身或机头温度太低。应适当提高。
(2) 泡管冷却不足。应提高冷却系统的冷却效率,加大风环的风压及风量,也可适当降低挤出速度。
9、薄膜中有焦粒或白点
故障分析及排除方法:
(1) 原料中混入杂质。应筛除杂质,净化原料。
(2) 过滤网破裂。应更换过滤网。
(3) 熔料过热分解。应清理机头及螺杆,并适当降低成型温度。
10、薄膜中有僵块
故障分析及排除方法:
(1) 过滤网被顶破。应更换过滤网。
(2) 成型温度控制不当。应适当调整。一般情况下,如果成型温度偏低,熔料塑化不良,容易重孙女声冷料僵块。
11、气泡
故障分析及排除方法:
(1) 原料未充分干燥,水分含量太高。应进行预干燥处理。
(2) 机筒或料斗部位冷却水渗漏。应检修冷却管道及装置,排除渗漏。
12、薄膜厚薄不均匀
故障分析及排除方法:
(1) 口模间隙调整不当,出料不均匀。应调整口模间隙。
(2) 冷却风环出风量不均匀。应调节和清理风环,使其出风量均匀。
(3) 芯棒偏中变形。应调换芯棒。
(4) 机头四周温度不均匀。应检修机头的加热装置。
(5) 吹胀比太大。应适当调小。
(6) 压缩空气压力不稳定。应检修空压机。
(7) 机头结构设计不合理。应修改机头的工艺参数。
(8) 出料量太少。应适当提高挤出机转速,增加出料量。
13、薄膜皱折
故障分析及排除方法:
(1) 薄膜厚薄不均匀。应调整薄膜厚度。
(2) 冷却不足或冷却不均匀。应加强冷却效率或适当降低成型速度。
(3) 人字夹板或牵引辊与机头中心未对准。应重新校准中心线。
(4) 人字夹板的夹角太大。应适当减小夹角。有时,人字夹板的夹角与泡管直径不相适应,应进行调整,夹板的几何形状应对称。
(5) 牵引辊的夹紧力不均匀,松紧不一。应适当调整夹紧力,使辊面上的夹紧力均匀分布。
(6) 收卷张力不恒定。应调节收卷摩擦盘摩擦力的大小,保证收卷张力恒定。
(7) 机头安装不平。应校正机头的水平度。
(8) 泡管外界的气流不稳定。应在泡管周围拦屏风,保持泡管周围气流的稳定。
14、收卷不平
故障分析及排除方法:
(1) 薄膜厚度不均匀。应调整薄膜厚度。
(2) 冷却不足或不均匀。应加强冷却及调整风环的风量。
(3) 牵引官夹紧力不均匀,薄膜跑偏。应调整夹紧力,使辊面上的夹紧力均匀一致。
(4) 泡管中的空气夹带到膜片中,造成皱折。应调整夹亘的夹紧力,排除膜管内气体。
15、薄膜开口性不良
故障分析及排除方法:
(1) 机身及机头温度太高。应适当降低。
(2) 牵引辊夹紧力太大或牵引速度太快,冷却不良。应调小夹紧力或降低牵引速度。
(3) 冷却不良。应提高冷却系统的冷却效率。
(4) 润滑剂用量太少。应添加适量的内润滑剂。
(5) 增塑剂用量太多。应减少其用量,尽可能选用高效增塑剂。
16、霜线太高
故障分析及排除方法:
(1) 机头温度太高。应适当降低。
(2) 挤出量太大。应适当降低螺杆转速。
(3) 冷却不足。应加大冷却风环的风量。
17、霜线太低
故障分析及排除方法:
(1) 机头温度太低。应适当提高。
(2) 挤出量太少。应适当提高螺杆转速。
(3) 冷却过量。应减少冷却风环的风量。

 -->
-->